Blog Benefits of Using Sand or Centrifugal Castings for Tooling Dies
By: Dave Olsen
What manufacturing process do you utilize for your hot forming and superplastic forming dies? Forgings, fabrications, castings, something else? As with many metal products, you have options at your disposal to manufacture forming dies, including the sand casting and centrifugal casting processes.
Since every tooling die is different and has its own unique set of requirements and potential challenges, you may benefit from one manufacturing process versus another. In addition, your needs and potential pain points, may lend themselves toward a specific manufacturing process.
The following are a few benefits of using sand or centrifugal castings for tooling dies that have helped many of MetalTek’s customers, and may be able to help your business too.
Wider Range of Alloys to Fit Your Specific Application

Depending on the manufacturing process, you may be limited on your selection of metal alloys for your tooling dies. The forging process will have a set of wrought alloys that are readily available to use as a forging blank or slug. Likewise, a fabrication may limit your options since certain alloys are not easily machined or welded, if at all.
During the metal casting process, the alloy is melted down to molted metal prior to pouring into the mold or die of the desired part. While casting manufacturers utilize standard alloys, they can easily modify the chemistry. This flexibility gives Engineers and Metallurgists several options to better fit their specific application and to address any potential issues they are experiencing with their current alloys. Download our alloy guide to see alloys routinely poured by MetalTek.
Selecting the right alloy can allow the die to last longer and produce consistent parts. See our article on selecting the best alloy for your tooling die to learn more.
Set-Up and Production Costs Are Usually Lower
Both castings and forgings require the use of a die or pattern to make your forming die. However, the upfront cost of producing a pattern for sand is much less than the cost of a forging die. When it comes to centrifugal casting, typically there is no upfront die cost at all. As the shape becomes more complex, castings require much less machining time compared to forgings and fabrications since castings are closer to their final shape as-cast. As a result, reducing not only production costs, but lead time as well.
Lead Time Is Typically Shorter
As mentioned above, metal castings typically require less machining since they are closer to the shape and size of the finished product once casted. As a result, reducing the lead time.
Another way that castings reduce the lead time compared to other processes is in raw material. Forgings require billets or slugs that will be used to form the part. Fabrications require raw material in plate, block, or some other form that will be worked into its final form. If the manufacturer does not have your specific alloy in stock, it must be ordered, adding to the lead time. Whereas casting foundries stock various elements that are melted down to create the specific alloy.
Centrifugal Castings Maintain Their Shape Better
There is a saying in the centrifugal casting world, “born round, stays round”. Due to directional solidification that takes place during the process, centrifugal castings hold their shape better than a fabrication that is rolled and welded. This is especially important for tooling dies since the heat and pressure involved can lead to deformation and an increase in dimensionally non-conforming parts
Flexibility for Future Design Changes
If you foresee any design changes in your finished product, castings might be the best fit since it can quickly adapt to design changes. The pattern used in sand casting is typically made of basic materials such as wood, plastic, or foam and are easily modified to accommodate a design shape or dimensional change. In some cases, these materials are shaped by using 3D printing so it’s just a matter of reprogramming a computer to adjust for your design change.
In fact, sometimes a pattern is not used at all and the mold is created by machining the shape of the part directly into the sand versus packing it around a pattern.
Any of the above situations are much easier and faster than producing a new forging die.
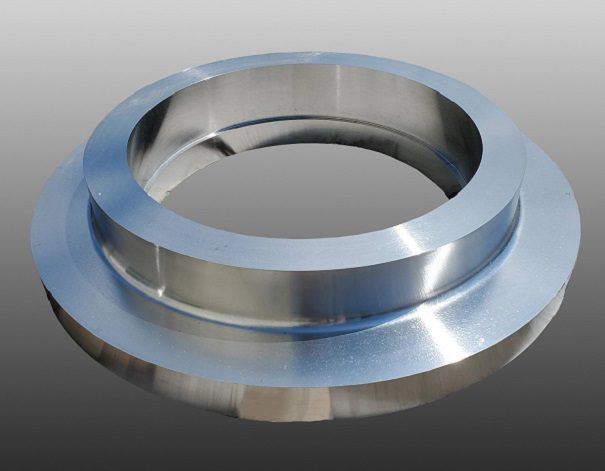
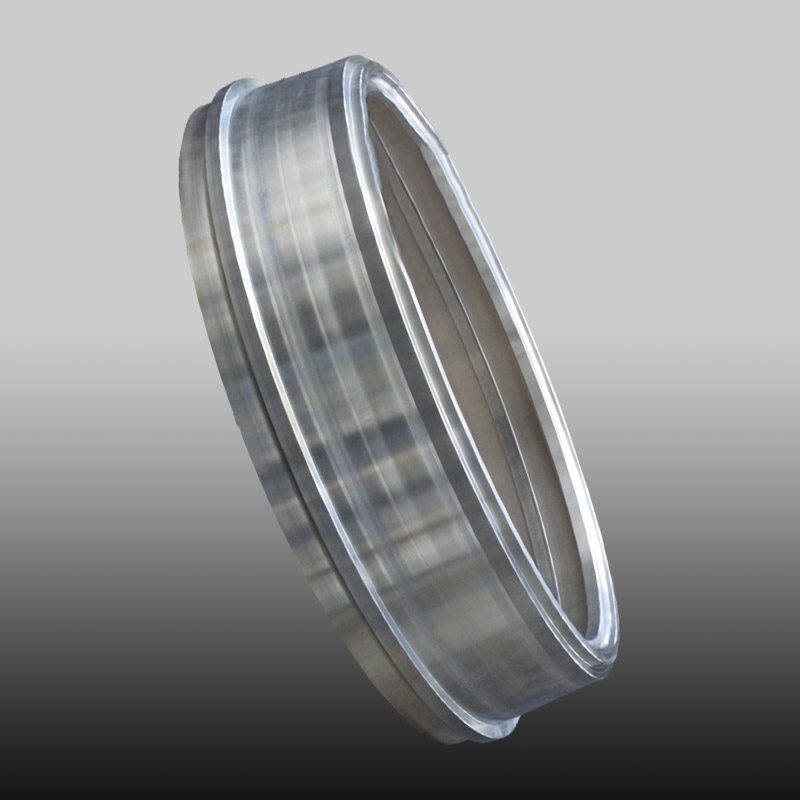
Case Study: Forming Mandrels for Aerospace Applications
A leading manufacturer of composite and sheet metal aerospace structures were utilizing forgings and fabrications to produce forming mandrels made from basic stainless steel. The problem, however, is they experienced premature deformation leading to formed parts out of tolerance. After producing a few parts, the dies would need to be reworked to get back into tolerance. The customer knew there had to be a better way than wasting a lot of time and money reworking dies.
The customer came to MetalTek and requested a sample mandrel as a proof of concept using the centrifugal casting process. After discussing the application with the customer, MetalTek suggested changing the alloy to improve longevity and consistency from part to part.
The customer tested the sample in a real-life manufacturing setting. Their fabricated mandrel would produce 25 parts on average but while testing the newly centrifugal casted sample, they stopped counting after 125 parts!!! The customer’s cost of the centrifugal casted mandrel was competitive with what they were paying for fabrications yet lasted more than 5 times longer.
After seeing the benefits of centrifugal casted mandrels, they converted four additional dies to centrifugal castings. All with similar results.
Summary
Like most metal components, there are various ways to produce your hot forming and superplastic forming dies. Depending on the specifics, perhaps the process you are using now is not the best fit for your application and your needs. Some of the benefits of using the sand casting or centrifugal casting processes are customized alloys, lower costs, shorter lead time, long-lasting die, and flexibility for design changes.
Regardless of what process you are currently using, MetalTek would welcome a discussion to determine if a casting process would be a good fit for your application AND if MetalTek would be a good fit for you.
Have questions?
Download Our Alloy Guide
Download Our Where Used Guide
Blog Tags
Related Blogs

Why Centrifuge Manufacturers “Buy American” For Cast Components

What Is HY-80 Steel? A Comprehensive Guide
