Blog Centrifugal Casting Process: Advantages and Limitations
November 24, 2020
By: Dave Olsen
Advantages
Centrifugal Casting Eliminates Mid-wall Defects
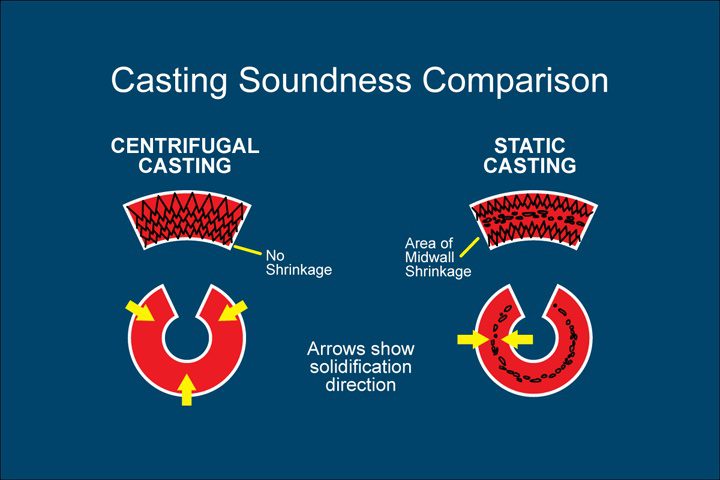
- The centrifugal process does not rely on discrete risers or feed points to ensure the absence of trapped porosity. Rather, the inner diameter remains fully liquid during the solidification process, resulting in a continuous supply of metal to feed areas of contraction.
- Unlike conventional gravity or static castings that chill from both the inside and outside surfaces and risk trapping mid-wall shrinkage, centrifugal castings solidify from the outside surface inward. The result is a part consistently free of shrinkage cavities, gas pockets, and blowholes.
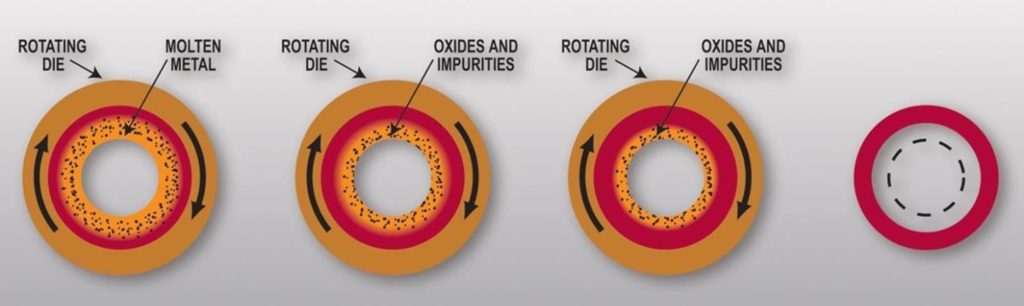
Centrifugal Casting Controls Impurities
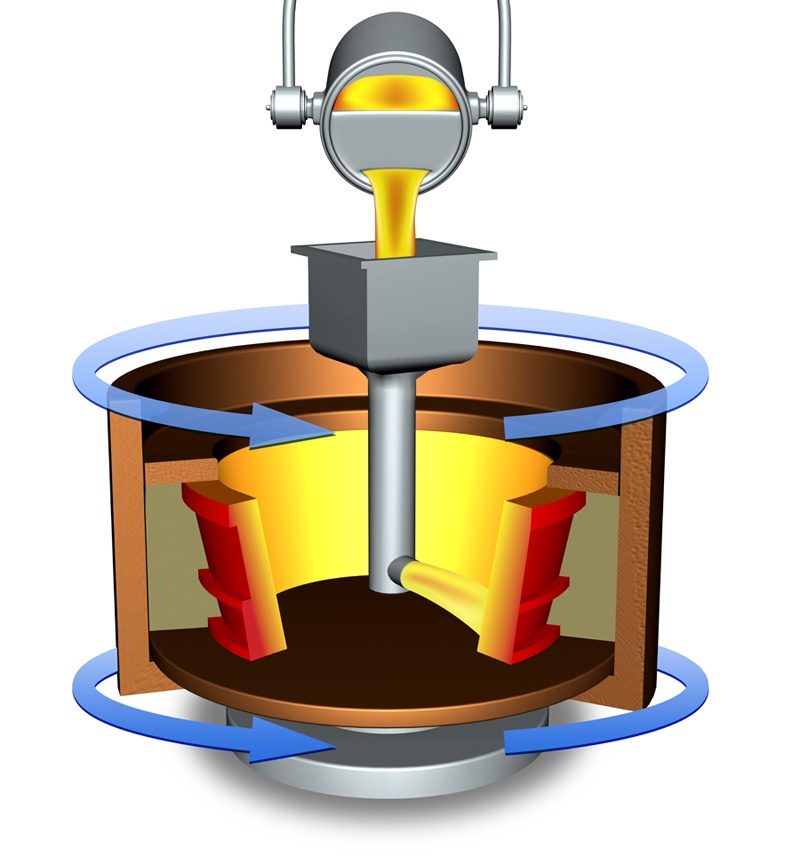
- Unique to the centrifugal process is the high force that effectively isolates less dense substances in the casting’s bore area. These impurities are later machined away, leaving a defect free part. Molten metal is fed into a rotating mold where a centrifugal force of up to 100Gs is applied to the metal. Centrifugal force is critical for this process. The Gs produced are dependent on the RPM and diameter of the die.
- The centrifugal force pushes high density metal against the mold sidewall while lower density components migrate or “float” toward the I.D. These lower density items include metal oxides, sulfides, gas, and other impurities that would otherwise have been inclusions in the casting. This phenomenon is termed “secondary refining”.
Centrifugal Casting Greatly Reduces Micro Porosity
- The combination of directional solidification, impurity migration to the I.D., and solidification under pressure produces a component with superior defect distribution and soundness compared to other manufacturing processes.
Limitations or Things to Consider
Length to Diameter Ratio and Cost
- Vertical centrifugal castings are generally limited to a length (height) to diameter ratio of about 2:1. If this ratio of 2:1 is exceeded, the molten metal may not have sufficient centrifugal force to be held evenly against the mold wall. Even under the best conditions, there is a parabola created in the roughcasting where the wall thickness at the bottom of the casting is larger than that of the top. This impacts the calculation for cast weight and machining cost.
- While there is a practical limit to the I.D. size and how long the die may be, horizontal centrifugal castings do not face the same ratio restrictions that verticals do. In many instances, shorter parts are cast in multiples and cut to the desired length. This has proven to be a very cost-effective method to produce numerous round parts from a single casting.
Shape and Mold (Die) Cost
- Irregularly shaped outside diameters can be cast; however, the cost of a metal or graphite mold having the required shaping must be taken into account. The quality of centrifugal and cost savings in post-processing including machining must be balanced with the tooling cost.
- Centrifugal castings are very attractive in applications where the roundness of the finished application is important. Parts are cast round with no internal stresses, which will encourage the part to lose its roundness.
Small Inside Diameters, Safety, and Cost

- Centrifugal casting with very small inside diameters can be a challenge. As the size of the inside diameter decreases, the beneficial effects of the centrifugal process also decreases. For example, to cast a 2-½” inside diameter at 100 times the force of gravity, a mold speed of 1700 RPM would be required. For example a 1″ inside diameter requires a mold speed of 2600 RPM to obtain the same 100Gs of force. Although these speeds are obtainable, other factors such as operational safety factors can limit the speed used.
- Usually, small inside diameters indicate small castings. Centrifugal castings tend to provide greater value as part diameters and wall sections increase.
Good Foundry Practices Required
- Although many claims are made concerning the superior properties obtainable from centrifugal castings, the process alone is not a guarantee of a superior product. In cases where equipment and design permit the full utilization of deep chill, directional solidification from the mold face inward, and high feeding pressure, castings are consistent of very high quality. When these principles are compromised, a wide range of properties can be expected. As a result, good foundry practice in all methods of casting metal is an essential factor in producing high-quality castings.
Have questions?
Download Our Alloy Guide
Download Our Where Used Guide
Blog Tags
Related Blogs

Why Centrifuge Manufacturers “Buy American” For Cast Components
For centrifuge manufacturers, metal castings are often mission-critical, rotating, pressure-containing, and safety-sensitive components. The sourcing decision directly affects...

Sand Casting vs. Investment Casting for Pump Impellers: Which Process is Right for You?
When it comes to manufacturing pump impellers, choosing the right casting process is critical. Two widely used metal...

Investment Casting vs. CNC vs. 3D Printing: The Best Way To Make Pump Impellers
When it comes to pump impeller manufacturing, manufacturers evaluate several production methods including CNC machining, investment casting, and...