Blog Sand Casting vs. Investment Casting for Pump Impellers: Which Process is Right for You?
When it comes to manufacturing pump impellers, choosing the right casting process is critical. Two widely used metal casting methods for impellers are sand casting and investment casting. Both methods have distinct advantages and limitations, and the choice between them depends on design complexity, required performance, cost, and production quantities.
In this article, we’ll compare sand casting and investment casting in detail—focusing on their application in pump impellers. We’ll explore differences in size, wall thickness, surface finish, alloy selection, and production volumes. By the end, you’ll have a sense of when each process is the better fit for your needs.
Understanding the Basics
What is Sand Casting?
Sand casting is one of the oldest and most versatile metal casting methods. It uses a mold made of packed sand that forms around a pattern of the impeller. Once molten metal is poured into the cavity, the sand mold is broken away to release the finished casting.

Key characteristics of sand casting:
- Low tooling cost compared to other methods.
- High versatility for large, heavy parts.
- Rougher surface finish due to the sand mold texture.
- Thicker walls are often required for structural soundness.
What is Investment Casting?
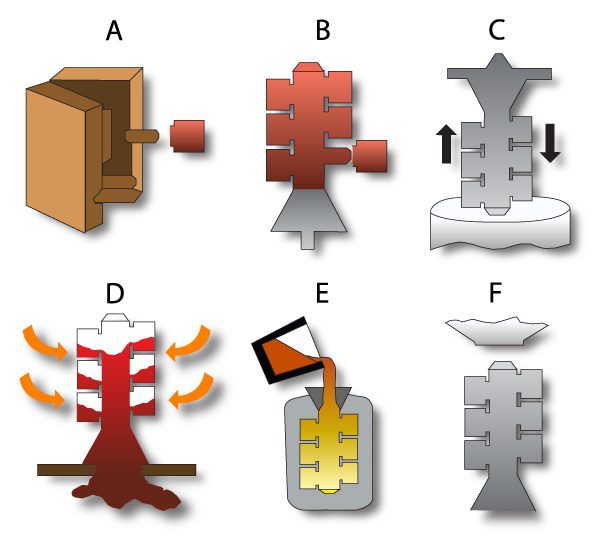
Investment casting, also known as lost-wax casting, uses a wax pattern that is coated with ceramic material to form a high-precision mold. Once the ceramic shell hardens, the wax is melted out, and molten metal is poured in. The result is a detailed casting with excellent surface finish.
Key characteristics of investment casting:
- Excellent accuracy and ability to produce complex geometries.
- Smooth surface finish, reducing the need for machining.
- Thin wall capability compared to sand casting.
- Higher tooling costs, but better for repeat production.
Comparing Sand Casting vs. Investment Casting for Pump Impellers
Let’s break down how each process stacks up in critical areas for pump impeller production.
1. Size Range
- Sand Casting:
- Best for larger impellers (several feet in diameter).
- Can handle very heavy parts, even exceeding several thousand pounds.
- Investment Casting:
- Typically used for smaller to medium-sized impellers.
- Limited by the manufacturer’s ability to dip and coat the wax pattern in ceramic.
Takeaway: If your impeller is very large, sand casting is usually the practical choice. For smaller or precision impellers, investment casting is ideal.
2. Wall Thickness
- Sand Casting:
- Minimum wall thickness is usually around 0.25 to 0.5” at a minimum.
- Thinner walls can be prone to defects and incomplete fills.
- Investment Casting:
- Capable of producing walls as thin as 0.12” or even less.
- Allows for more efficient impeller designs with reduced weight.
Takeaway: If your impeller design requires thin walls for efficiency, investment casting is the clear winner.
3. Surface Finish & Dimensional Accuracy
- Sand Casting:
- Typical surface roughness: 250–500 RMS.
- Requires significant post-machining for critical surfaces like vanes and hubs.
- Dimensional tolerances are looser.
- Investment Casting:
- Typical surface roughness: 125 RMS or better.
- Much closer to net shape, reducing machining needs.
- Tight tolerances make it ideal for high-performance impellers.
Takeaway: Investment casting delivers smoother finishes and tighter tolerances, which is critical for pump efficiency and reducing secondary operations.
4. Alloy Flexibility
- Sand Casting:
- Works with a wide variety of alloys, including stainless steel and nickel alloys.
- Better for alloys that are challenging to pour into fine, detailed molds.
- Investment Casting:
- Works well with stainless steels and high-performance alloys.
- Works particularly well with corrosion-resistant stainless steels used in aggressive pump applications.
Takeaway: Both processes support common pump alloys, but investment casting offers better control for high-alloy steels in smaller parts, while sand casting is better for high-mass components.
5. Production Volumes & Costs
- Sand Casting:
- Tooling is relatively inexpensive, often made from wood, plastic, or metal.
- More economical for low-volume or one-off impellers.
- Investment Casting:
- Tooling (wax injection dies) can be expensive but lasts longer.
- Ideal for medium to high-volume runs, where tooling cost is spread over many castings.
Takeaway: For prototypes or very small quantities, sand casting is usually the go-to. For repeat production runs where quality consistency is key, investment casting pays off.
When to Choose Sand Casting for Pump Impellers
Sand casting is a great option when:
- The impeller is very large or heavy.
- You only need a few parts or a prototype.
- The design has thicker walls that aren’t affected by casting limitations.
- Cost sensitivity is higher than performance optimization.
Limitations:
- Rougher surface finish requires more machining.
- Less efficient impeller designs due to wall thickness limitations.
- Lower dimensional precision.

When to Choose Investment Casting for Pump Impellers
Investment casting makes sense when:
- You need precise or complex geometries (like thin vanes or intricate hubs).
- The impeller is small to medium-sized.
- Performance and efficiency are top priorities.
- You are producing in moderate to high volumes.
Limitations:
- Higher upfront tooling costs.
- Size limitations (not suitable for very large impellers).

| Factor | Sand Casting | Investment Casting |
| Size Range | Ideal for large impellers. Can handle very heavy parts. | Best for small to medium impellers. Limited by mold size. |
| Wall Thickness | Typically 0.25–0.5” minimum. Thinner walls are difficult. | Can achieve 0.12” or less, allowing lightweight designs. |
| Surface Finish | Rougher (250–500 RMS). Requires machining. | Smooth (125 RMS or better). Minimal machining needed. |
| Dimensional Accuracy | Moderate; looser tolerances. | High; tight tolerances, near-net shape. |
| Alloy Options | Works with cast iron, stainless, nickel alloys. | Works with stainless steel and high-performance alloys. |
| Tooling Cost | Lower (wood, plastic, or metal patterns). | Higher (precision wax injection dies). |
| Production Volume | More economical for low-volume or one-off parts. | Best for medium to high-volume production runs. |
| Lead Time | Longer per casting due to mold preparation. | Faster once tooling is built, efficient for repeat runs. |
| Best Fit For | Large, rugged impellers where cost matters more than precision. | Precision impellers requiring efficiency, smooth finish, and repeatability. |
Final Thoughts
Both sand casting and investment casting are reliable methods for producing pump impellers. The “best” choice depends on your specific requirements.
By carefully weighing factors like size, wall thickness, surface finish, alloy choice, and production volume, you can select the casting process that ensures your pump impellers deliver maximum reliability and efficiency.
Whether you work with a foundry specializing in sand casting or one experienced in investment casting, partnering with the right manufacturer is just as important as choosing the process itself. Contact MetalTek to discuss your project to determine if we can help. We look forward to working with you. Sand casting is conducted at MetalTek’s Carondelet Division and Investment Casting is conducted at MetalTek’s Wisconsin Investcast Division.
Have questions?
Download Our Alloy Guide
Download Our Where Used Guide
Blog Tags
Related Blogs

How Laser Powder Bed Fusion (LPBF) Works for Metal Additive Manufacturing

Why Centrifuge Manufacturers “Buy American” For Cast Components
