Blog What is Centrifugal Casting and How Does It Work?
By: Dave Olsen
Overview of Centrifugal Casting
Centrifugal casting is a process that delivers components of high material soundness. As a result, it is the technology of choice for applications like jet engine compressor cases, hydro wear rings, many military products, and other high-reliability applications. It has also proven to be a cost-effective means of providing complex shapes with reduced machining requirements and lower manufacturing costs as compared to forgings and fabrications.
The centrifugal casting process steps begin with molten metal being poured into a preheated, spinning die. The die may be oriented either on a vertical or horizontal axis depending on the configuration of the desired part.
By spinning a mold while the molten metal is poured into it, centrifugal force acts to distribute the molten metal in the mold at pressures approaching 100 times the force of gravity. The combination of this applied pressure and the engineering mechanics of controlled solidification and secondary refining produces components of superior quality.
As the die begins to fill, the more dense molten metal is forced to the wall of the spinning die. Directional solidification of sound metal progresses from the O.D. towards the bore, while the less dense material, including impurities, “floats” to the I.D.
Once the casting has solidified, the part is removed from the die and residual impurities in the I.D. are machined away, resulting in a defect-free structure without cavities or gas pockets.
Types of Centrifugal Casting
There are two types of centrifugal casting processes – vertical and horizontal. In addition, some manufacturers offer near-net shaping which combines the benefits of centrifugal casting with O.D shaping, perhaps even with the finished detail of an investment casting.
Vertical Centrifugal Casting
Some manufacturers produce centrifugal components, including some with O.D shaping, in dies rotating about the vertical axis. These vertical castings may achieve that O.D. shaping by inserting graphite, sand, or ceramic molds into the die – resulting in significantly reduced post-processing, like machining or fabrication.
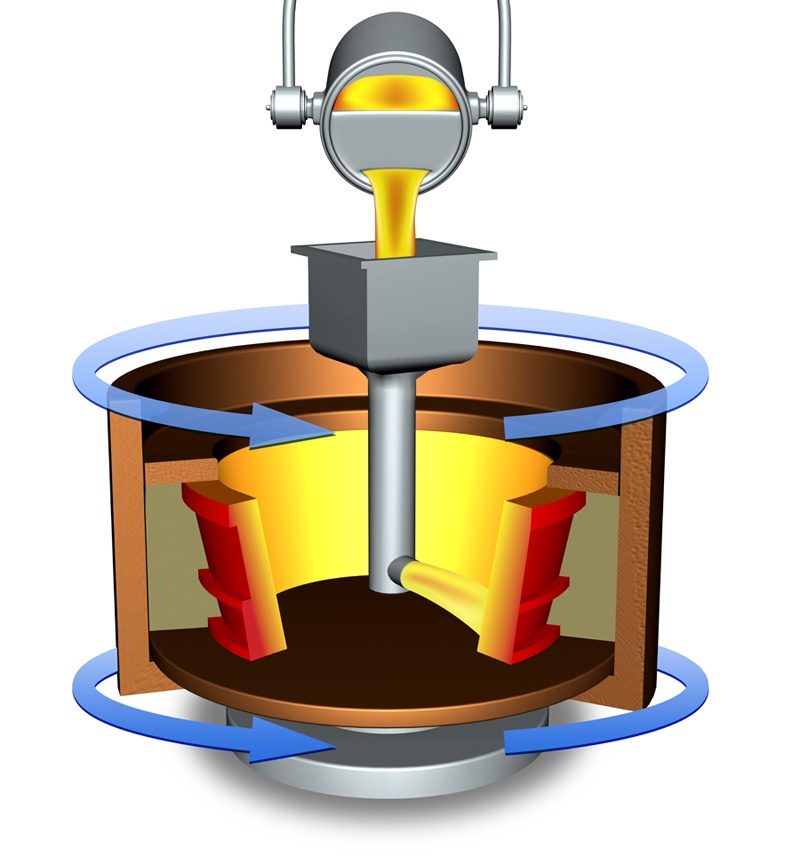
Details on the outside surface of the casting may be modified from the true circular shape by the introduction of flanges or bosses to the inner diameter of the mold. The finished part need not be symmetrical but, in some cases, the casting mold does to maintain balance while spinning.
The inside diameter and therefore the wall thickness of the casting are functions of the amount of metal poured into the rotating mold and the quantity machined away. When casting vertically, the height of the casting will typically be less than twice the width.
Check out our video on the vertical centrifugal casting process here.
Horizontal Centrifugal Casting
Some centrifugal casters produce only horizontal castings where the die rotates about the horizontal axis. This is a cost-effective method for producing high-quality tubular components.
This process is especially suited for long cylindrical parts where the casting length is significantly longer than its outside diameter. This includes straight tube sections, long cylinders with end flanges, or short parts such as rings or flanges where multiple parts can be machined effectively from a straight cylinder.
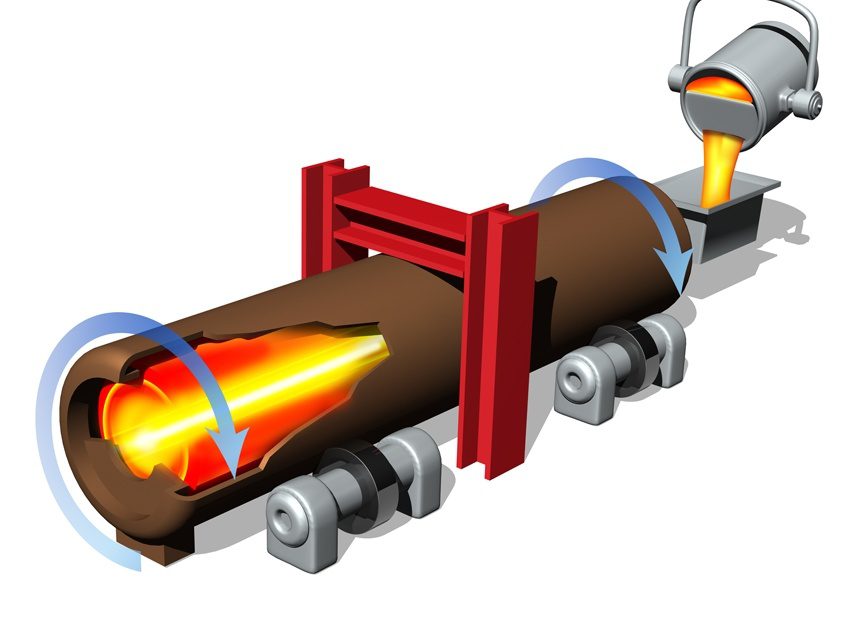
A long steel casting mold is spun at high speed while positioned horizontally. The rotational speed of the mold is high, to offset gravitational forces. Covers are fixed at each end of the mold to contain the molten metal and a pour funnel is used to deliver a specified weight of metal inside the mold.
Just as in vertical casting, the interior dimension of the mold determines the O.D. size of the part, while the amount of metal poured into the mold determines the I.D. size.
Check out our video on the horizontal centrifugal casting process here.
Vacuum Centrifugal Casting
Centrifugally casting in a vacuum is used when part detail and control of exposure to the atmosphere is critical since some alloys, including nickel-cobalt super alloys, are reactive to oxygen. In addition to the advantages of casting in a vacuum, the inherent high metal integrity delivered by centrifugal casting is realized, including directional solidification, absence of porosity, and net-shaping. Vacuum centrifugal casting provides products with very high reliability, often used in aerospace and military applications.
Directional Solidification
A key dynamic in the centrifugal process is that solidification is managed to occur in one direction. The exterior size and shape of the casting is determined by the die (mold) surface, which acts as a chill to initiate solidification. With the aid of exothermal materials that may be added to the I.D. after pouring, along with the heat sink of the mold at the O.D., a temperature gradient results in directional solidification from O.D. to I.D. Liquid metal is continually available to feed the casting, promoting sound metal until the I.D. if finally solidified.
Exterior machining is typically performed to remove surface roughness and maintain concentricity with the bore. However, in some applications, an as-cast O.D. surface is acceptable. Any shrinkage occurring in a centrifugal is at the I.D., which will always be removed by machining.
When to Choose Centrifugal Casting
- Symmetrical parts that can rotate on an axis.
- Static casting material properties are inadequate.
- Centerline shrink is an issue using other casting processes.
- Limited I.D. features.
- Large parts, up to 135,000 lbs. / 61,350 kg or more.
- High machining costs for O.D. shaping.
- When required alloy will not work or is not feasible for other processes.
- A uniform grain structure is required.
- Dimensional integrity is required.
Have questions?
Download Our Alloy Guide
Download Our Where Used Guide
Blog Tags
Related Blogs

Why Centrifuge Manufacturers “Buy American” For Cast Components

Sand Casting vs. Investment Casting for Pump Impellers: Which Process is Right for You?
